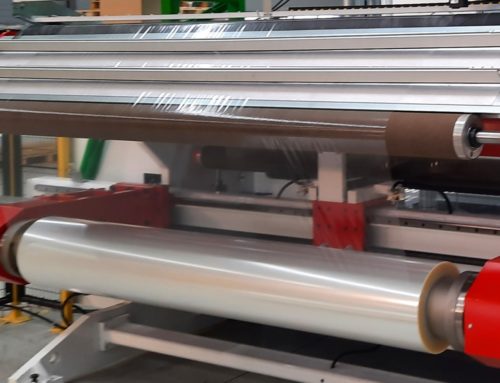

Film reticolato – Soluzioni di imballaggio innovative
Il mondo della tecnologia dell’imballaggio è in continua evoluzione e alla ricerca di modi per rendere i prodotti più efficienti, sicuri e rispettosi dell’ambiente. I film reticolati elettronicamente sono tra i materiali più avanzati in questo campo e offrono una serie di vantaggi che li rendono molto interessanti per diverse applicazioni e tipologie di prodotti.
Film reticolati elettronicamente: vantaggi e proprietà
I film reticolati elettronicamente sono sottoposti a un processo di trattamento con fasci di elettroni che ne modifica la struttura molecolare e crea legami incrociati tra le molecole. Questa trasformazione comporta una serie di vantaggi:
1. maggiore resistenza e durata: i film reticolati hanno una maggiore resistenza alla trazione, allo strappo e alla perforazione, rendendo i prodotti confezionati più protetti e meno suscettibili di danni.
2. maggiore resistenza al calore: i film reticolati elettronicamente mantengono la loro integrità alle alte temperature, rendendoli ideali per applicazioni come la sigillatura sottovuoto o la sterilizzazione.
3. migliore resistenza chimica: questi film sono più resistenti alle sostanze chimiche, quindi non si danneggiano o deformano a contatto con sostanze aggressive.
4. migliori proprietà barriera: i film reticolati offrono migliori proprietà di barriera ai gas e all’umidità, il che li rende una scelta eccellente per il confezionamento di alimenti e altri articoli che devono essere protetti dall’ossidazione e dall’umidità.
5. rispetto dell’ambiente: grazie alla loro maggiore resistenza e durata, i film reticolati possono essere prodotti in spessori più sottili, con conseguente riduzione del consumo di materiale. Inoltre, sono spesso più riciclabili dei film plastici tradizionali.
Applicazioni dei film reticolati elettronicamente come soluzione di imballaggio innovativa
Grazie alle loro eccezionali proprietà, i film reticolati trovano un’ampia gamma di applicazioni nell’industria dell’imballaggio, tra cui:
- Imballaggio alimentare: Sono utilizzati per confezionare prodotti freschi, surgelati, prodotti da forno, bevande e altro ancora.
- Imballaggio farmaceutico: I film reticolati sono ideali per proteggere i prodotti farmaceutici, in quanto forniscono un’eccellente barriera all’umidità e all’ossigeno, resistendo a temperature variabili.
- Imballaggio industriale: Elettronica, parti di macchine, prodotti chimici e altri prodotti industriali che richiedono una protezione robusta possono essere imballati in modo efficiente con i film reticolati.
- Imballaggio cosmetico: L’elevata resistenza chimica e la tolleranza al calore li rendono adatti al confezionamento di prodotti cosmetici.
In sintesi, i film reticolati sono una soluzione di imballaggio versatile, in grado di soddisfare un’ampia gamma di requisiti applicativi grazie alle loro eccezionali proprietà.
I film reticolati sono disponibili in una varietà di spessori e configurazioni per soddisfare esigenze specifiche. Abbiamo una vasta gamma di film abbinati con caratteristiche speciali in molti design della nostra gamma di film. Se avete ulteriori domande o avete bisogno di assistenza, il nostro team sarà lieto di aiutarvi. Non esitate a contattarci.
Film reticolati elettronicamente con elevata resistenza allo strappo e alla perforazione e durata in molti spessori e con molte funzioni.